
- منزل
- >
- المنتجات
- >
- كرسي من البلاستيك والجدول حقن القالب
- >
- كرسي الطعام البلاستيكي الخفيف مع الحقن بمساعدة الغاز



كرسي الطعام البلاستيكي الخفيف مع الحقن بمساعدة الغاز
العلامة التجارية :Focare
المنتج المصدر :الصين
التسليم في الوقت المحدد :60 يوما
القدرة على التوريد :500 قوالب سنويا
مزايا قوالب حقن الغاز بمساعدة:
1. حفظ المواد الخام ، وزيادة معدل استخدام البلاستيك بنسبة تصل إلى 50 ٪ ، والحد من دورة صب ، وتحسين أداء معين.
2. يمكن أن يقلل من ضغط القالب بنسبة 60 ٪ ، وجعل حجم الجزء موحد ، وتحسين الانكماش والتشوه.
3. قلل ضغط التشغيل لنظام الحقن ونظام التثبيت لآلة الحقن ، بحيث يكون القالب مناسبًا للآلات الصغيرة ويقلل من استهلاك الطاقة.
4. متطلبات نظام آلة التشكيل بالحقن بسيطة نسبيا ، ولا توجد متطلبات خاصة للمواد الخام.
مزايا قوالب حقن الغاز بمساعدة هي على النحو التالي:
1. حفظ المواد الخام ، وزيادة معدل استخدام البلاستيك بنسبة تصل إلى 50 ٪ ، والحد من دورة صب ، وتحسين أداء معين.
2. يمكن أن يقلل من ضغط القالب بنسبة 60 ٪ ، وجعل حجم الجزء موحد ، وتحسين الانكماش والتشوه.
3. قلل ضغط التشغيل لنظام الحقن ونظام التثبيت لآلة الحقن ، بحيث يكون القالب مناسبًا للآلات الصغيرة ويقلل من استهلاك الطاقة.
4. متطلبات نظام آلة التشكيل بالحقن بسيطة نسبيا ، ولا توجد متطلبات خاصة للمواد الخام.

ومع ذلك ، هناك أيضا عيوب. متطلبات العفن عالية. في المرحلة المبكرة ، يجب إثبات جدوى هواء السحب بشكل متكرر. الإنتاج اللاحق أكثر تعقيدًا من صب الحقن العادي. يجب على موظفي التعديل الانتباه إلى جمع البيانات ذات الصلة. في الإنتاج ، يتم ضبطها مرارا وتكرارا. السيطرة على خصائص الغازات الخاملة.
1. خصائص عملية بمساعدة الغاز
(1). وينبغي النظر في تأثير تغلغل الغاز على معلمات العملية. يعتمد الاختراق الأساسي للقولبة المدعومة بالغاز بشكل رئيسي على نسبة حجم ذوبان البلاستيك في التجويف ويحكمه قوانين ميكانيكا الموائع. يحدث الاختراق الثانوي في مواقع أكثر سمكا ويتوسع في جميع الاتجاهات. ينعكس تأثير معلمات العملية على قوة تغلغل الغاز بشكل أساسي في طول تغلغل الغاز وسمك البلاستيك لطبقة سطح مجرى الهواء. بشكل عام ، ينتج عن ضغوط الحقن العالي للغازات وارتفاع درجات الحرارة الذائبة ولزوجة الذوبان المنخفضة وأوقات التأخير في التبديل الأقصر طول أقصر للاختراق وسمك جدران المجرى الهوائي الرقيق.
(2). يوصى باستخدام غاز منخفض الضغط عند ملء القالب. عندما يتم الحفاظ على الضغط ، يتم تعويض الضغط عن الانكماش. السبب هو أنه سيتم إذابة بعض الغاز في الطبقة الحدودية حيث يكون المصهور ملامسًا للغاز. إذا لم يتم تماسك البلاستيك بالكامل بعد الحفاظ على الضغط ، يتم تقليل الضغط. سوف تنتفخ هذه الغازات لتسبب فقاعات الهواء على السطح الداخلي للمجرى الهوائي. كلما زاد ضغط الغاز أثناء الملء ، زاد ذوبان الغاز في الطبقة الحدودية للذوبان ، وأقوى تأثير تمدد الغاز بعد الحفاظ على الضغط.
(3). يجب توخي الحذر لتجنب الاضطرابات المفرطة والتسبب في تمدد كبير للغاز على السطح الداخلي للمجرى الهوائي.
(4). يجب بذل الجهود لتفادي الحقن ، لأن الصهر سوف يتداخل مع تبريد السطح الحر في حالة النفث ، وسوف ينفخ الغاز من خلال سطح الذوبان عندما يخترق التداخل الأول في ذوبان غير منتظم. يسبب فشل صب. من الممكن ملء التجويف في اتجاه الجاذبية العكسية والبدء في ملء الجزء الأقل نحافة من المنتج لتجنب الرش.
(5). في وقت التبديل عندما لا يبدأ حقن الغاز قبل نهاية حقن الذوبان ، حاول تجنب حدوث تغيير كبير في معدل تدفق الذوبان ، لأن هذا التغيير سوف يتسبب في حدوث خط التباطؤ وتغيير اللمعان على سطح المنتج.
(6). الكمية ودقة المواد: إن جوهر العملية الفعلية بمساعدة الغاز هو كمية المادة وكمية المادة ودقة آلة قولبة الحقن ، مما سيؤثر على تأثير واستقرار العملية المدعومة بالغاز. السبب هو: عندما يتم ملء تجويف القالب بالبلاستيك ، يصعب على الغاز تشكيل تجويف داخل البلاستيك. فقط في حالة عدم وجود المواد ، يتم ترك موضع تجويف الهواء. عندما يتم حقن الغاز في التجويف ، يكون البلاستيك المحدد مسبقًا هو التجويف الكامل ممتلئًا عن طريق توسيع الغاز الداخلي. لذلك ، ترتبط كمية المواد مباشرة بتأثير صب العملية المدعومة بالغاز ، ويرتبط خطأ دقة الآلة البلاستيكية باستقرار العملية المدعومة بالغاز. لا يضمن صب الحقن بمساعدة الغاز بالضرورة حقن كل البلاستيك في التجويف.

2. طريقة الغاز عملية التكيف بمساعدة
عند ضبط العملية المدعومة بالغاز ، يوصى بالضبط وفقًا للترتيب التالي:
(1) في حالة عدم حقن الغاز ، قم أولاً بملء المنتج ومراقبة حالة تدفق البلاستيك وحالة العفن ؛
(2) قم تدريجياً بتقليل كمية المواد ، ولاحظ متوسط توزيع كل تدفق بوابة عندما تكون المادة مفقودة ، وحاول ضمان تناسق تدفق القالب ؛
(3) تستخدم العملية العامة بمساعدة الغاز بشكل عام حقنة الغاز على مرحلتين أو ثلاث مراحل. إن ضغط الجزء ذو الجدران الرقيقة مناسب لحقن الغاز عالي الضغط 2500 - 4000 رطل ، والمنتج ذو الجدار السميك أو القضيب مناسب لحقن الغاز منخفض الضغط 1000--2500 رطل.
(4) عندما يصل نقص المواد إلى حوالي 90٪ ، يبدأ حقن الغاز. إذا كان لا يزال هناك بعض الانكماش في المنتج ، فمن المستحسن تقليل كمية المواد بشكل مناسب حتى لا يكون المنتج ممتلئًا ، ثم إضافة كمية المواد إلى الحالة الكاملة.
(5) ضبط ضغط الغاز بشكل مناسب ، ووقت احتجاز الغاز وتأخير البدء في حالة مناسبة.
(6) في وضع مدخل الفوهة ، تأكد من استخدام المقعد الخلفي للعادم.
(7) في وضع سحب الهواء ، من المهم الانتباه إلى ما إذا كان عادم إبرة الهواء بدون عائق. إذا لم يكن العادم ناعمًا ، فيجب تنظيفه في الوقت المناسب.
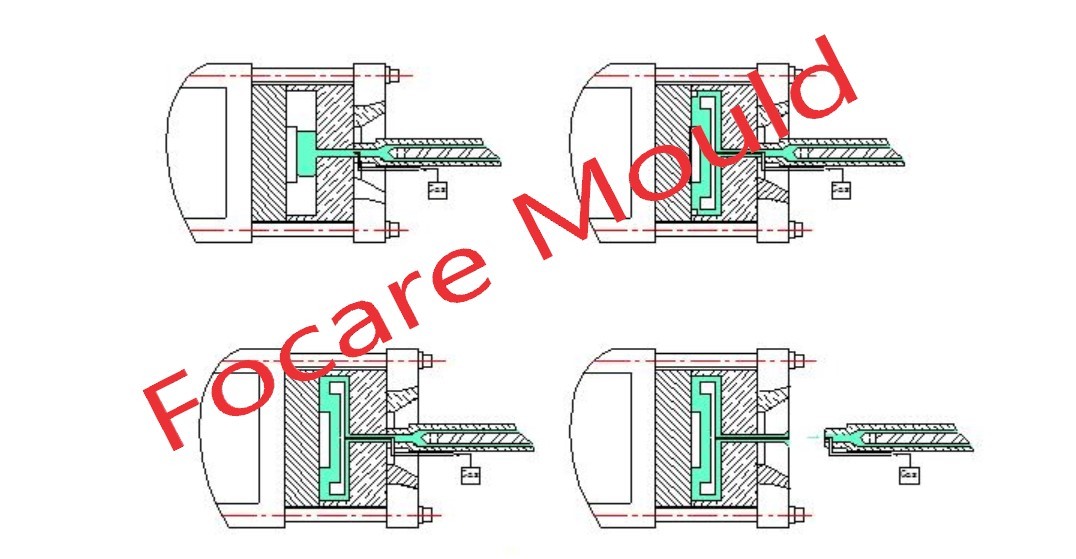
3. يمكن تقسيم عملية التشكيل بالحقن بمساعدة الغاز إلى أربع مراحل:
المرحلة الأولى من صب حقن الغاز: حقن البلاستيك. يدخل الذوبان في التجويف ويواجه جدار قوالب منخفض الحرارة لتشكيل طبقة متينة أرق.
حقن صب بمساعدة الغاز المرحلة الثانية: حادث الغاز. يدخل الغاز الخامل البلاستيك المصهور ، ويدفع البلاستيك غير الموحد إلى التجويف الذي لم يتم ملؤه بعد.
المرحلة الثالثة من صب حقن الغاز بمساعدة: نهاية حقن الغاز. يستمر الغاز في دفع تدفق ذوبان البلاستيك حتى يملأ الذوبان التجويف بأكمله.
المرحلة الرابعة من صب حقن الغاز: ضغط الغاز القابضة. تحت الضغط ، يضغط الغاز الموجود في ممر الهواء الذوبان ويتغذى لضمان ظهور الجزء.










